






















































Строгальные двухсторонние станки JANGJA серии PM
 Для производства мебели
Для производства мебели- Форматно-раскроечные станки (66)
- Форматно-раскроечные центры с ЧПУ (38)
- Кромкооблицовочные cтанки (167)
- Сверлильно-присадочные станки (29)
- Сверлильно-присадочные станки с ЧПУ (37)
- Фрезерные станки с ЧПУ (137)
- Лазерно-гравировальные станки с ЧПУ (12)
- Оборудование для кромления (облицовка кромкой) (4)
- Оборудование для покраски элементов мебели, дверей и строительных панелей (31)
- Механизация (14)
- Оборудование для раскроя и пиления (12)
- Оборудование для упаковки мебели (19)
- Упаковочное оборудование для мебельной фурнитуры RemexPacking (4)
- Оборудование для лазерной обработки для резки и маркировки (5)
- Прессовое оборудование (38)
 Для деревообработки
Для деревообработки- Столярные станки (145)
- Четырехсторонние станки (93)
- Шлифовальное и полировальное оборудование (56)
- Прессы и ваймы (27)
- Оборудование для сращивания по длине (3)
- Котельные установки (1)
- Сушильные камеры (8)
- Упаковочное оборудование (5)
- Клеенаносящие станки (10)
- Межстаночная механизация (2)
- Заточное оборудование (126)
- Обрабатывающие центры с ЧПУ (14)
- Оборудование для каширования (4)
- Оборудование для фрезеровки (13)
- Окутывающие станки для облицовывания панелей и погонажных изделий (7)
 Инструменты
Инструменты Металлообрабатывающее оборудование
Металлообрабатывающее оборудование- Оптоволоконные лазеры по металлу (32)
- Токарные центры с ЧПУ (62)
- Ленточнопильные станки (43)
- Станки для заточки металлорежущего инструмента (10)
- Аппараты лазерной сварки (3)
- Листогибочные прессы (35)
- Фрезерные обрабатывающие центры с ЧПУ (29)
- Оптоволоконные лазерные станки для резки металла (9)
- Электроэрозионные станки (22)
- Трубогибы (4)
- Вальцовочные машины (1)
- Робототехника (10)
 Б/У Станки
Б/У Станки Другое оборудование
Другое оборудование







В наличии
-
Производитель:Ligamac
Особенности модели Серия PM
-
Массивная виброустойчивая станина
-
Ширина обработки до 655 мм
-
Толщина обработки до 200 мм
-
Спиральные ножевые валы
-
Параметры детали задаются с PLC
-
Плавная регулировка скорости подачи до 30 м/мин
-
Карданный привод подающих роликов
-
Независимые пневматические прижимные ролики
-
Автоматическая система смазки
|
Модель |
PM263H |
PM263PH |
PM265PH |
|
|
Ширина обработки, мм |
635 |
635 |
655 |
|
|
Толщина обработки, мм |
200 |
200 |
10-200 |
|
|
Минимальная длина заготовки, мм |
315 |
315 |
385 |
|
|
Максимальная толщина съема верхним валом, мм |
8 |
8 |
12 |
|
|
Максимальная толщина съема нижним валом, мм |
5 |
5 |
8 |
|
|
Диаметр ножевого вала, мм |
O 126 |
O 126 |
O 126 |
|
|
Скорость вращения шпинделя, об/мин. |
4600 |
4600 |
5500 |
|
|
Скорость подачи, м/мин |
6-30 |
6-30 |
6-30 |
|
|
Общая мощность двигателя, кВт |
31,1 |
31,1 |
44,1 |
|
|
Мощность двигателя верхнего вала, кВт |
15 (18,5) |
15 (18,5) |
22 |
|
|
Мощность двигателя нижнего вала, кВт |
11 (15) |
11(15) |
15 |
|
|
Мощность двигателя подачи, кВт |
4 |
4 |
5,5 |
|
|
Мощность двигателя подъема стола, кВт |
1,1 |
1,1 |
1,5 |
|
|
Выход под аспирацию верхний, мм |
O 150 х 2 |
O 150 х 2 |
O 150 х 4 |
|
|
Выход под аспирацию нижний, мм |
O 150 х2 |
O 150 х 2 |
O 125 х 1 |
|
|
Скорость потока, м/с |
30-40 |
30-40 |
30-40 |
|
|
Требуемая производительность аспирационной установки, м?/ч |
10000 |
10000 |
8000 |
|
|
Габариты станка, мм |
2800х1570х1820 |
2800х1570х1820 |
2250х2100х2100 |
|
|
Транспортировочные габариты, мм |
2900х1620х1900 |
2900х1620х1900 |
2900х1620х1900 |
|
|
Масса, кг |
3500 |
3500 |
4500 |
|
|
Особенности станков в серии:
Регулировка на толщину детали производится ПРОГРАММАТОРОМ с панели управления в автоматическом режиме.
Станки с обозначением «Н» имеют шейперные ножевые валы с ножами 15х15х2,5 мм, которые имеют 4-х стороннюю заточку. Данная ножевая конструкция позволяет снизить нагрузку на двигатель при работе, уменьшить шум и производить замену ножей без использования специальных приспособлений.
Станки с обозначением «РН» имеют шейперные валы с ножами 30х12х1,5 мм, которые имеют 2-х стороннюю заточку и повышенный ресурс из-за специальной конструкции вала. Данная ножевая конструкция позволяет снизить нагрузку на двигатель при работе, уменьшить шум и производить замену ножей без использования специальных приспособлений.
|
|
|||



НАЗНАЧЕНИЕ
Предназначены для чистового плоскостного двустороннего строгания изделий из древесины на заданный размер по толщине. Обработка производится ножевыми валами одновременно с двух сторон.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Применяются на предприятиях и цехах по производству клееного щита, дверей и мебели из массива, деревянного домостроения и т.д.
СХЕМЫ ОБРАБОТКИ

|

|
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ

|

|

|
Конструктивные преимущества
 |
МАССИВНАЯ СТАНИНАПроходит специальную термическую обработку для снятия внутренних напряжений металла. Инновационная технология гарантирует максимальную жесткость, стабильность и долговечность станины, полностью исключает возможность возникновения вибрации даже при работе на высоких скоростях подачи или обработке массивных заготовок. |
  |
ОБРАБОТКА СТАНИНЫПроходит точную механическую обработку за один установ на высокоточных Обрабатывающих центрах японского концерна OKUMA, который начал свою историю в 1898 году, и в настоящее время является признанным лидером в мире по производству такого рода оборудования. |
 |
ЭРГОНОМИЧНАЯ ПАНЕЛЬ УПРАВЛЕНИЯМодели оснащены удобной для оператора панелью управления с ПРОГРАММАТОРОМ толщины детали, а также регулятором скорости подачи. |
 |
ПОДАЮЩИЙ И ПРИНИМАЮЩИЙ СТОЛЫПодающий и принимающий столы имеют фрезерованную поверхность с износостойким покрытием, что обеспечивает меньшее налипание смолы при строгании сырой древесины, а также устойчивость к абразивному истиранию. Также подающий стол оснащен не приводным роликом на входе для облегчения подачи крупногабаритных и массивных заготовок. |
 |
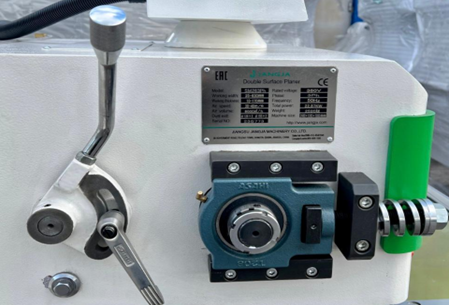
РЕГУЛИРОВКА НИЖНЕГО НОЖЕВОГО ВАЛАНижний ножевой вал имеет функцию фуганка и предназначен для получения ровной поверхности нижней плоскости детали (создание базы). Настройка съема производится электродвигателем либо с помощью ручного маховика по специальной шкале. |
 |
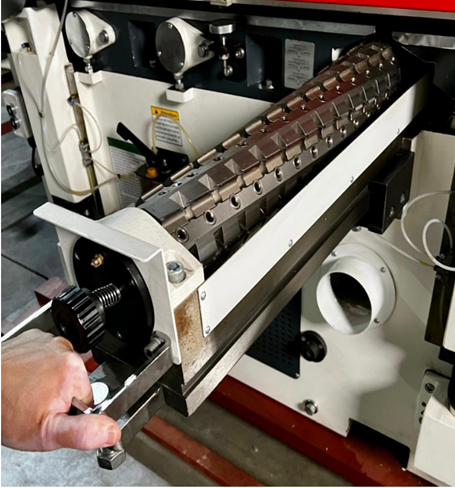
НАПРАВЛЯЮЩАЯ НИЖНЕГО НОЖЕВОГО ВАЛАНижний ножевой вал имеет специальную направляющую, по которой он может быть быстро извлечен для замены ножей. |
 |
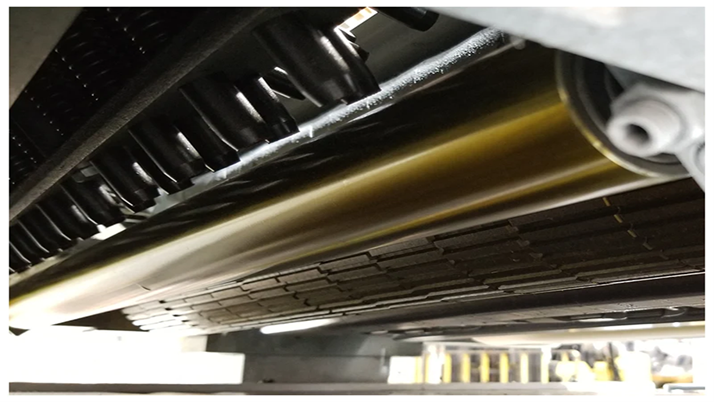
ПОДАЮЩИЙ КОНВЕЙЕРМеханизм подачи представляет собой металлическую конвейерную ленту с подпружиненными независимыми пальцами. Такая конструкция обеспечивает точечное прижатие заготовки с любым качеством поверхности, а также позволяет обрабатывать одновременно несколько заготовок имеющих разнотолщинность до 3 мм. |
 |
СЕКЦИОННЫЙ ПОДАЮЩИЙ РОЛИКПеред верхним ножевым валом установлен подающий секционный ролик, который позволяет обрабатывать несколько разнотолщинных заготовок. |
 |
НАТЯЖЕНИЕ КОНВЕЙЕРНОЙ ЛЕНТЫНатяжитель с удобным доступом и адаптером для шприцевания подшипника обеспечивает бесперебойную работу конвейерной ленты. |
 |
ПРИВОД НОЖЕВЫХ ВАЛОВПривод ножевых валов осуществляется с помощью 3-х ручьевой клиноременной передачи. |
 |
ПРИВОД ПОДАЮЩИХ АГРЕГАТОВПривод подающего транспортера, приводных роликов в столе и подающих роликов перед верхним ножевым валом осуществляется посредством массивной цепи от отдельного двигателя и имеет плавную регулировку скорости подачи инвертором. Узлы механизма подачи находятся сбоку станка и закрыты поворотным кожухом, что обеспечивает легкий и удобный доступ к ним для обслуживания. |
 |
АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИНа станке установлена автоматическая система смазки подающего конвейера и цепи. Смазка работает по установленному временному интервалу во время работы станка. |
 |
ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА СМАЗКИОбеспечивает смазку основных узлов и механизмов станка с помощью ручного насоса. Это существенно экономит время на обслуживание станка. |
 |
ЭЛЕКТРИЧЕСКИЕ КОМПОНЕНТЫСтанки оснащены надёжными электрическими компонентами европейского производства Schneider Electric. |
|
Модель |
PM263H |
PM263PH |
PM265PH |
|
|
Ширина обработки, мм |
635 |
635 |
655 |
|
|
Толщина обработки, мм |
200 |
200 |
10-200 |
|
|
Минимальная длина заготовки, мм |
315 |
315 |
385 |
|
|
Максимальная толщина съема верхним валом, мм |
8 |
8 |
12 |
|
|
Максимальная толщина съема нижним валом, мм |
5 |
5 |
8 |
|
|
Диаметр ножевого вала, мм |
O 126 |
O 126 |
O 126 |
|
|
Скорость вращения шпинделя, об/мин. |
4600 |
4600 |
5500 |
|
|
Скорость подачи, м/мин |
6-30 |
6-30 |
6-30 |
|
|
Общая мощность двигателя, кВт |
31,1 |
31,1 |
44,1 |
|
|
Мощность двигателя верхнего вала, кВт |
15 (18,5) |
15 (18,5) |
22 |
|
|
Мощность двигателя нижнего вала, кВт |
11 (15) |
11(15) |
15 |
|
|
Мощность двигателя подачи, кВт |
4 |
4 |
5,5 |
|
|
Мощность двигателя подъема стола, кВт |
1,1 |
1,1 |
1,5 |
|
|
Выход под аспирацию верхний, мм |
O 150 х 2 |
O 150 х 2 |
O 150 х 4 |
|
|
Выход под аспирацию нижний, мм |
O 150 х2 |
O 150 х 2 |
O 125 х 1 |
|
|
Скорость потока, м/с |
30-40 |
30-40 |
30-40 |
|
|
Требуемая производительность аспирационной установки, м?/ч |
10000 |
10000 |
8000 |
|
|
Габариты станка, мм |
2800х1570х1820 |
2800х1570х1820 |
2250х2100х2100 |
|
|
Транспортировочные габариты, мм |
2900х1620х1900 |
2900х1620х1900 |
2900х1620х1900 |
|
|
Масса, кг |
3500 |
3500 |
4500 |
|
|
Особенности станков в серии:
Регулировка на толщину детали производится ПРОГРАММАТОРОМ с панели управления в автоматическом режиме.
Станки с обозначением «Н» имеют шейперные ножевые валы с ножами 15х15х2,5 мм, которые имеют 4-х стороннюю заточку. Данная ножевая конструкция позволяет снизить нагрузку на двигатель при работе, уменьшить шум и производить замену ножей без использования специальных приспособлений.
Станки с обозначением «РН» имеют шейперные валы с ножами 30х12х1,5 мм, которые имеют 2-х стороннюю заточку и повышенный ресурс из-за специальной конструкции вала. Данная ножевая конструкция позволяет снизить нагрузку на двигатель при работе, уменьшить шум и производить замену ножей без использования специальных приспособлений.
|
|
|||
Мы предлагаем удобные и гибкие условия доставки, чтобы вы могли быстро и безопасно получить необходимое оборудование:
- Индивидуальный подбор транспорта под габариты и вес груза
- Страхование груза на весь период транспортировки
- Профессиональное крепление и фиксация оборудования
- Сопровождение груза на всём пути следования
- Возможность отслеживания местоположения груза
Если у вас остались вопросы по условиям доставки или нужна индивидуальная консультация — свяжитесь с нашими менеджерами. Мы поможем подобрать оптимальный способ доставки и ответим на все ваши вопросы.
Мы предлагаем различные варианты оплаты для вашего удобства:
1.Принимаем платежи от организаций и ИПДля получения счета на оплату или уточнения реквизитов свяжитесь с нашими менеджерами или отправьте заявку на электронную почту: stanki37@mail.ru
2. Оплата банковской картойЕсли у вас возникнут вопросы по доставке или оплате, пожалуйста, свяжитесь с нашим менеджером — мы поможем выбрать оптимальные условия!
3. Оплата лизинг станков и оборудованияСвяжитесь с нами для получения подробной консультации и расчета условий лизинга.
Технические характеристики
|
Модель |
PM263H |
PM263PH |
PM265PH |
|
|
Ширина обработки, мм |
635 |
635 |
655 |
|
|
Толщина обработки, мм |
200 |
200 |
10-200 |
|
|
Минимальная длина заготовки, мм |
315 |
315 |
385 |
|
|
Максимальная толщина съема верхним валом, мм |
8 |
8 |
12 |
|
|
Максимальная толщина съема нижним валом, мм |
5 |
5 |
8 |
|
|
Диаметр ножевого вала, мм |
O 126 |
O 126 |
O 126 |
|
|
Скорость вращения шпинделя, об/мин. |
4600 |
4600 |
5500 |
|
|
Скорость подачи, м/мин |
6-30 |
6-30 |
6-30 |
|
|
Общая мощность двигателя, кВт |
31,1 |
31,1 |
44,1 |
|
|
Мощность двигателя верхнего вала, кВт |
15 (18,5) |
15 (18,5) |
22 |
|
|
Мощность двигателя нижнего вала, кВт |
11 (15) |
11(15) |
15 |
|
|
Мощность двигателя подачи, кВт |
4 |
4 |
5,5 |
|
|
Мощность двигателя подъема стола, кВт |
1,1 |
1,1 |
1,5 |
|
|
Выход под аспирацию верхний, мм |
O 150 х 2 |
O 150 х 2 |
O 150 х 4 |
|
|
Выход под аспирацию нижний, мм |
O 150 х2 |
O 150 х 2 |
O 125 х 1 |
|
|
Скорость потока, м/с |
30-40 |
30-40 |
30-40 |
|
|
Требуемая производительность аспирационной установки, м?/ч |
10000 |
10000 |
8000 |
|
|
Габариты станка, мм |
2800х1570х1820 |
2800х1570х1820 |
2250х2100х2100 |
|
|
Транспортировочные габариты, мм |
2900х1620х1900 |
2900х1620х1900 |
2900х1620х1900 |
|
|
Масса, кг |
3500 |
3500 |
4500 |
|
|
Особенности станков в серии:
Регулировка на толщину детали производится ПРОГРАММАТОРОМ с панели управления в автоматическом режиме.
Станки с обозначением «Н» имеют шейперные ножевые валы с ножами 15х15х2,5 мм, которые имеют 4-х стороннюю заточку. Данная ножевая конструкция позволяет снизить нагрузку на двигатель при работе, уменьшить шум и производить замену ножей без использования специальных приспособлений.
Станки с обозначением «РН» имеют шейперные валы с ножами 30х12х1,5 мм, которые имеют 2-х стороннюю заточку и повышенный ресурс из-за специальной конструкции вала. Данная ножевая конструкция позволяет снизить нагрузку на двигатель при работе, уменьшить шум и производить замену ножей без использования специальных приспособлений.
|
|
|||
описание
НАЗНАЧЕНИЕ
Предназначены для чистового плоскостного двустороннего строгания изделий из древесины на заданный размер по толщине. Обработка производится ножевыми валами одновременно с двух сторон.
ОБЛАСТЬ ПРИМЕНЕНИЯ
Применяются на предприятиях и цехах по производству клееного щита, дверей и мебели из массива, деревянного домостроения и т.д.
СХЕМЫ ОБРАБОТКИ
|
|
|
ПОЛУЧАЕМЫЕ ИЗДЕЛИЯ
|
|
|
|
Конструктивные преимущества
|
|
МАССИВНАЯ СТАНИНАПроходит специальную термическую обработку для снятия внутренних напряжений металла. Инновационная технология гарантирует максимальную жесткость, стабильность и долговечность станины, полностью исключает возможность возникновения вибрации даже при работе на высоких скоростях подачи или обработке массивных заготовок. |
|
|
ОБРАБОТКА СТАНИНЫПроходит точную механическую обработку за один установ на высокоточных Обрабатывающих центрах японского концерна OKUMA, который начал свою историю в 1898 году, и в настоящее время является признанным лидером в мире по производству такого рода оборудования. |
|
|
ЭРГОНОМИЧНАЯ ПАНЕЛЬ УПРАВЛЕНИЯМодели оснащены удобной для оператора панелью управления с ПРОГРАММАТОРОМ толщины детали, а также регулятором скорости подачи. |
|
|
ПОДАЮЩИЙ И ПРИНИМАЮЩИЙ СТОЛЫПодающий и принимающий столы имеют фрезерованную поверхность с износостойким покрытием, что обеспечивает меньшее налипание смолы при строгании сырой древесины, а также устойчивость к абразивному истиранию. Также подающий стол оснащен не приводным роликом на входе для облегчения подачи крупногабаритных и массивных заготовок. |
|
|
РЕГУЛИРОВКА НИЖНЕГО НОЖЕВОГО ВАЛАНижний ножевой вал имеет функцию фуганка и предназначен для получения ровной поверхности нижней плоскости детали (создание базы). Настройка съема производится электродвигателем либо с помощью ручного маховика по специальной шкале. |
|
|
НАПРАВЛЯЮЩАЯ НИЖНЕГО НОЖЕВОГО ВАЛАНижний ножевой вал имеет специальную направляющую, по которой он может быть быстро извлечен для замены ножей. |
|
|
ПОДАЮЩИЙ КОНВЕЙЕРМеханизм подачи представляет собой металлическую конвейерную ленту с подпружиненными независимыми пальцами. Такая конструкция обеспечивает точечное прижатие заготовки с любым качеством поверхности, а также позволяет обрабатывать одновременно несколько заготовок имеющих разнотолщинность до 3 мм. |
|
|
СЕКЦИОННЫЙ ПОДАЮЩИЙ РОЛИКПеред верхним ножевым валом установлен подающий секционный ролик, который позволяет обрабатывать несколько разнотолщинных заготовок. |
|
|
НАТЯЖЕНИЕ КОНВЕЙЕРНОЙ ЛЕНТЫНатяжитель с удобным доступом и адаптером для шприцевания подшипника обеспечивает бесперебойную работу конвейерной ленты. |
|
|
ПРИВОД НОЖЕВЫХ ВАЛОВПривод ножевых валов осуществляется с помощью 3-х ручьевой клиноременной передачи. |
|
|
ПРИВОД ПОДАЮЩИХ АГРЕГАТОВПривод подающего транспортера, приводных роликов в столе и подающих роликов перед верхним ножевым валом осуществляется посредством массивной цепи от отдельного двигателя и имеет плавную регулировку скорости подачи инвертором. Узлы механизма подачи находятся сбоку станка и закрыты поворотным кожухом, что обеспечивает легкий и удобный доступ к ним для обслуживания. |
|
|
АВТОМАТИЧЕСКАЯ СИСТЕМА СМАЗКИНа станке установлена автоматическая система смазки подающего конвейера и цепи. Смазка работает по установленному временному интервалу во время работы станка. |
|
|
ЦЕНТРАЛИЗОВАННАЯ СИСТЕМА СМАЗКИОбеспечивает смазку основных узлов и механизмов станка с помощью ручного насоса. Это существенно экономит время на обслуживание станка. |
|
|
ЭЛЕКТРИЧЕСКИЕ КОМПОНЕНТЫСтанки оснащены надёжными электрическими компонентами европейского производства Schneider Electric. |
|
Модель |
PM263H |
PM263PH |
PM265PH |
|
|
Ширина обработки, мм |
635 |
635 |
655 |
|
|
Толщина обработки, мм |
200 |
200 |
10-200 |
|
|
Минимальная длина заготовки, мм |
315 |
315 |
385 |
|
|
Максимальная толщина съема верхним валом, мм |
8 |
8 |
12 |
|
|
Максимальная толщина съема нижним валом, мм |
5 |
5 |
8 |
|
|
Диаметр ножевого вала, мм |
O 126 |
O 126 |
O 126 |
|
|
Скорость вращения шпинделя, об/мин. |
4600 |
4600 |
5500 |
|
|
Скорость подачи, м/мин |
6-30 |
6-30 |
6-30 |
|
|
Общая мощность двигателя, кВт |
31,1 |
31,1 |
44,1 |
|
|
Мощность двигателя верхнего вала, кВт |
15 (18,5) |
15 (18,5) |
22 |
|
|
Мощность двигателя нижнего вала, кВт |
11 (15) |
11(15) |
15 |
|
|
Мощность двигателя подачи, кВт |
4 |
4 |
5,5 |
|
|
Мощность двигателя подъема стола, кВт |
1,1 |
1,1 |
1,5 |
|
|
Выход под аспирацию верхний, мм |
O 150 х 2 |
O 150 х 2 |
O 150 х 4 |
|
|
Выход под аспирацию нижний, мм |
O 150 х2 |
O 150 х 2 |
O 125 х 1 |
|
|
Скорость потока, м/с |
30-40 |
30-40 |
30-40 |
|
|
Требуемая производительность аспирационной установки, м?/ч |
10000 |
10000 |
8000 |
|
|
Габариты станка, мм |
2800х1570х1820 |
2800х1570х1820 |
2250х2100х2100 |
|
|
Транспортировочные габариты, мм |
2900х1620х1900 |
2900х1620х1900 |
2900х1620х1900 |
|
|
Масса, кг |
3500 |
3500 |
4500 |
|
|
Особенности станков в серии:
Регулировка на толщину детали производится ПРОГРАММАТОРОМ с панели управления в автоматическом режиме.
Станки с обозначением «Н» имеют шейперные ножевые валы с ножами 15х15х2,5 мм, которые имеют 4-х стороннюю заточку. Данная ножевая конструкция позволяет снизить нагрузку на двигатель при работе, уменьшить шум и производить замену ножей без использования специальных приспособлений.
Станки с обозначением «РН» имеют шейперные валы с ножами 30х12х1,5 мм, которые имеют 2-х стороннюю заточку и повышенный ресурс из-за специальной конструкции вала. Данная ножевая конструкция позволяет снизить нагрузку на двигатель при работе, уменьшить шум и производить замену ножей без использования специальных приспособлений.
|
|
|||




Оставить заявку
Заполните форму и мы перезвоним вам в ближайшее время
